

工艺要求:
1.去除喷涂挂具、夹具上不断加厚的涂层,而不改变挂具的机械性能。
2、钢件和铝制零部件表面不合格油漆或粉末涂层的完全彻底的剥离,而工件无损伤。
3、清除水帘喷漆柜的过滤网、风机叶轮粘附漆层。
4、清理去除电线、电缆、变压器、电机、印刷滚轮上的绕线及粘附有机物。
5、清理去除发动机、曲轴、箱体、活塞环等零部件上油脂、油污等有机物。
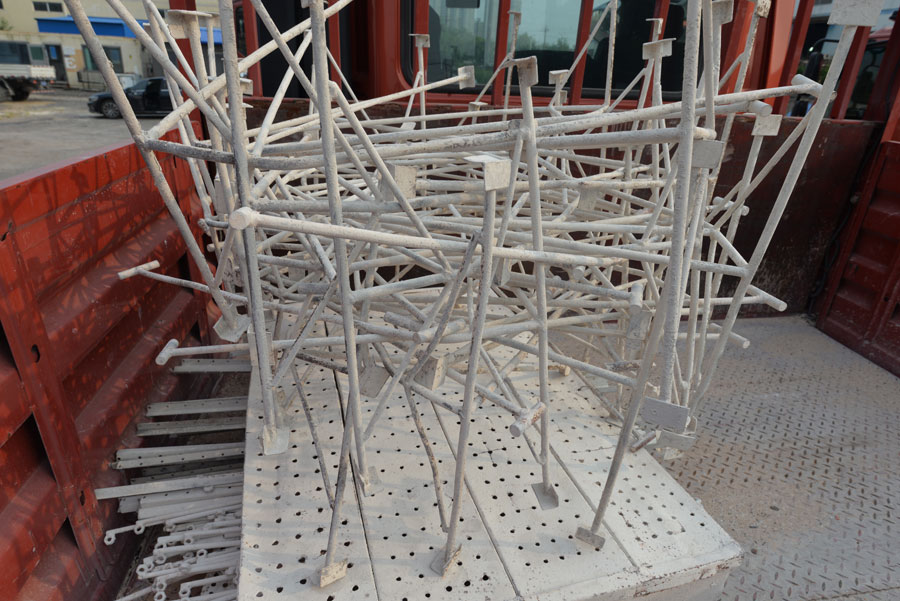
处理后图片如图:



处理工艺:
根据塑粉的厚度不同制定不同的处理工艺.
1.塑粉厚度0.1-1mm,加热温度360℃,保温时间20分钟
2.塑粉厚度1-1. 5mm,加热温度380℃,保温时间40分钟
3.塑粉厚度1. 5-2. 5mm,加热温度400℃,保温时间40分钟
4.塑粉厚度2.5以上,加热温度420℃,保温时间120分钟,厚度越厚时间越长。
作业流程:
清理挂具表面灰尘-装炉-加热处理-降温至300℃下出炉-检查处理结果-工件表面塑粉完全分解,轻轻敲打即可脱落-合格-高压水-敲打塑粉不能全部脱落-回炉重新处理枪清理。
注意事项:
温度不能超过450℃,高温会导致挂具变形,影响使用。



